Leave Your Message







Samanburður á mismunandi akstursaðferðum fyrir þriggja ása servóvélmenni
Samanburður á mismunandi akstursaðferðum fyrir þriggja ása servóvélmenni
Í hnattrænni bylgju sjálfvirkniuppfærslna í framleiðslu, þriggja ása servó vélmenni hafa orðið kjarnbúnaður í atvinnugreinum eins og samsetningu rafeindabúnaðar, vinnslu bílavarahluta og matvælaumbúða. Val á réttri drifaðferð hefur bein áhrif á framleiðsluhagkvæmni búnaðarins, viðhaldskostnað og arðsemi fjárfestingarferlisins — rangt val getur leitt til ófullnægjandi framleiðslugetu, tíðra viðgerða eða jafnvel ótímabærrar endurnýjunar búnaðar.

I. Hvers vegna er akstursaðferðin lykilviðmið fyrir þriggja ása servóbota?
Drifkerfi þriggja ása servóvélmennis er eins og „orkuhjarta“ þess, sem ber ábyrgð á að umbreyta hreyfiorku servómótorsins í nákvæma línulega eða snúningshreyfingu. Afköst þess hafa bein áhrif á þrjú lykilatriði varðandi kaup:
Hagkvæmni fjárfestingar: Jafnvægið milli upphaflegs kaupverðs og síðari viðhaldskostnaðar. Til dæmis, þó að sumar drifaðferðir geti haft lágt upphaflegt kaupverð, getur kostnaðurinn við að skipta um slithluti á hverju ári tvöfaldast.
Aðlögunarhæfni framleiðslu: Hvort það geti uppfyllt sérstakar kröfur iðnaðarins, svo sem kröfu um nákvæmni upp á ±0,01 mm í rafeindatækniframleiðslu eða þörf bílaiðnaðarins fyrir álag sem er yfir 50 kg.
Alþjóðleg aðlögunarhæfni: Útfluttur búnaður verður að uppfylla staðla markhópsins, svo sem orkunotkun og hávaðatakmarkanir á evrópskum og bandarískum mörkuðum, og þolkröfur fyrir umhverfi með miklum hita og raka á mörkuðum í Suðaustur-Asíu.
Gögn frá Alþjóðasambandi vélfærafræði (IFR) árið 2024 sýna að tækjalausn vegna rangrar vals á drifbúnaði náði 12%, þar sem yfir 60% þessara tilfella eru rakin til samhæfingarvillna hjá heildsölukaupendum. Þess vegna er ítarlegur samanburður á mismunandi drifaðferðum afar mikilvægur.
II. Ítarlegur samanburður á almennum akstursaðferðum fyrir þriggja ása servóvélmenni
Eins og er, á heimsmarkaði, er rafdrif alalgengasta drifaðferðin fyrir þriggja ása servóbota (sem nemur yfir 85%), ásamt fáeinum vökva-/loftdrifum fyrir sérstök forrit. Í rafdrifum eru þrjár algengustu gírskiptingarnar kúluskrúfur, samstilltar belti og tannhjól. Sérstakur munur þeirra er sem hér segir:
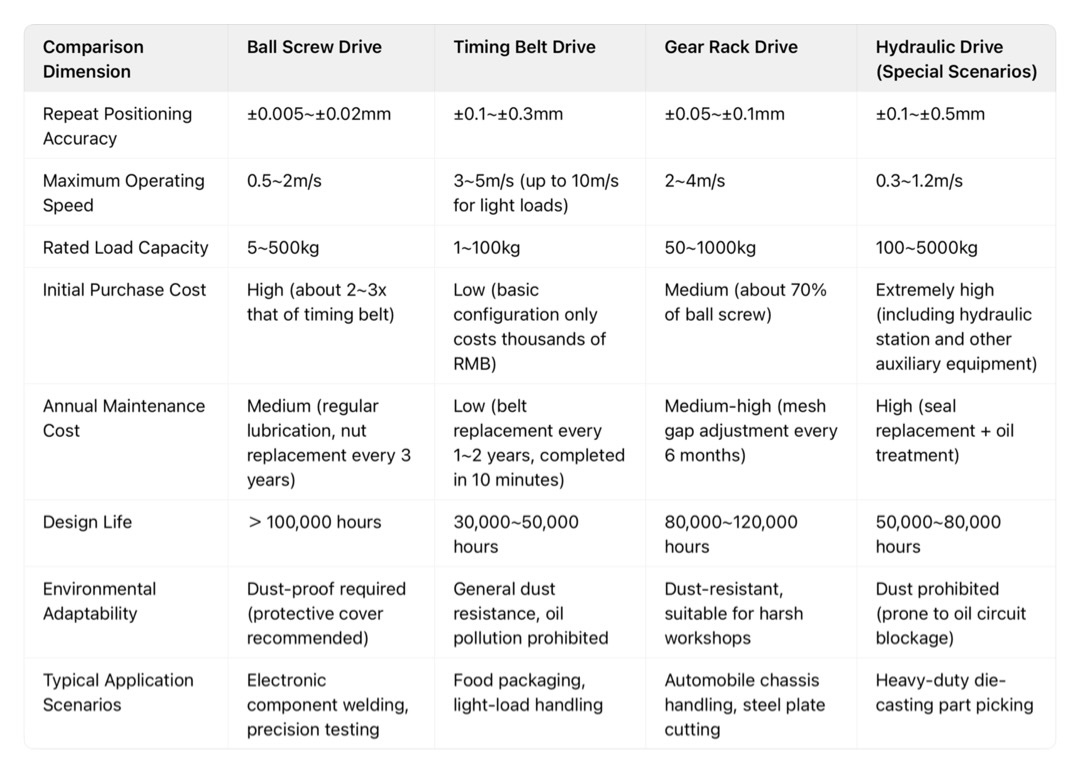
(I) Samanburður á tæknilegum breytum kjarnaakstursaðferðarinnar
(II) Greining á helstu kostum og göllum hverrar akstursaðferðar
1. Kúluskrúfudrif: „Besta lausnin“ fyrir nákvæmar aðstæður
Kúluskrúfur flytja kraft með því að velta stálkúlum og breyta þannig snúningshreyfingu servómótors í línulega hreyfingu. Þetta er ákjósanlegasta lausnin fyrir þriggja ása servóvélmenni með mikilli nákvæmni. Helsta kosturinn liggur í afar litlu bakslagi (
Hins vegar ættu kaupendur að vera meðvitaðir um takmarkanir þess: Skrúfur sem eru lengri en 2 metrar eiga það til að síga vegna eigin þyngdar, sem krefst viðbótar stuðnings og eykur kostnað; og hámarkshraðinn er takmarkaður af mikilvægum hraða skrúfunnar (venjulega ekki meiri en 2 m/s), sem gerir hana óhentuga fyrir aðstæður þar sem hraðar eru eingöngu. Ennfremur flýta rykug umhverfi fyrir sliti stálkúlna, sem krefst aukabúnaðar eins og hlífðarhlífa.
2. Samstilltur beltadrifur: Hagkvæmt tæki fyrir hraðan rekstur við létt álag
Samstilltar beltisdrifsvélar nota stálkjarna pólýúretanbelti sem tengist reimhjólum til að flytja afl. Þær bjóða upp á þrjá meginkosti: mikinn hraða, lágan hávaða og stjórnanlegan kostnað. Hámarkshraði þeirra getur náð 5 m/s, meira en tvöfalt hærri en kúluskrúfur, og upphaflegur kaupkostnaður er aðeins 30%~50% af kúluskrúfudrifsvél með sömu forskriftum. Þetta gerir þær tilvaldar fyrir létt álag, háhraða notkun eins og matvælavinnslu og meðhöndlun plasthluta.
Alþjóðlegir kaupendur ættu að vera meðvitaðir um nákvæmnitakmarkanir sínar: Samstilltar belti eru viðkvæm fyrir teygjanlegri aflögun vegna hitastigs, sem leiðir til endurtekningarnákvæmni upp á aðeins ±0,1~±0,3 mm, sem uppfyllir ekki kröfur nákvæmrar vinnslu. Þar að auki er burðargeta þeirra takmörkuð (venjulega
3. Tannstöng og tannhjóladrif: Nauðsynlegt fyrir þungar og langar notkunarmöguleika
Tannstöngdrif nýta snúning gíra til að knýja línulega hreyfingu tannstöngunnar, sem býður upp á helstu kosti eins og mikla burðargetu og ótakmarkaða slaglengd. Nafnþyngdin getur náð yfir 1000 kg og með því að skipta saman mörgum tannstönglum er hægt að ná slaglengd sem er meiri en 10 metrar, sem gerir það að nauðsynlegri lausn fyrir þungar aðstæður eins og meðhöndlun bílavarahluta og hleðslu/affermingu stórra vélaverkfæra.
Helstu áskoranir þessa drifkerfis liggja í hávaða og nákvæmni: ófullnægjandi framleiðslunákvæmni getur myndað hávaða >75dB þegar gírar og tannstöng tengjast, sem krefst þess að bæta við hljóðeinangrandi hlíf; ennfremur verður að útrýma bakslagi með forspennubúnaði, annars fer nákvæmnin niður fyrir ±0,05 mm. Sem betur fer hafa evrópsk og bandarísk vörumerki bætt nákvæmnina upp í ±0,01 mm með tannslípunartækni, þó að þetta auki innkaupakostnað um 20%~30%.
4. Vökva-/loftdrif: „Viðbótarlausnir“ fyrir sérstök tilvik
Vökvadrif, með lyftigetu upp á hundruð kílóa, eru enn notuð í mjög þungum verkefnum eins og þungri steypu. Hins vegar hefur hætta á olíuleka og mengun, ásamt miklum kostnaði við vökvastöðvar, leitt til þess að þær eru smám saman komnar í staðinn fyrir tannhjóladrif með miklu álagi. Loftdrif, vegna lágs kostnaðar og hraðrar virkni, eru enn notuð í litlum plastvélum, en ±0,5 mm nákvæmni þeirra og takmörkuð burðargeta eru ófullnægjandi fyrir þarfir servó-stigs búnaðar.
Skýrsla frá Alþjóðasambandi vélfærafræði (IFR) frá árinu 2024 sýnir að vökva-/loftknúnir drif eru nú innan við 5% af þriggja ása servóvélum, en rafmagnsdrif eru að verða algerlega algeng — sérstaklega samsetning servómótora og nákvæmra gírskiptakerfa, sem sameina nákvæmni og sveigjanleika.
III. 3 skref til að festa bestu aksturslausnina í sessi
Skref 1: Skýrðu grunnkröfuparametera
Áður en innkaup fara fram þarf að bera kennsl á þrjá lykilþætti til að forðast blinda val:
Nákvæmnikröfur: Rafeindaframleiðsla krefst ±0,02 mm (kúluskrúfur eru æskilegar); umbúðaiðnaður krefst ±0,5 mm (samstilltar belti nægja).
Álag og slaglengd: Fyrir álag á einum ás > 50 kg skal velja tannhjól og tannstöng; fyrir slaglengdir > 3 metra skal nota forgangs tannhjól og tannstöng eða samstillta reim (kúluskrúfur þurfa viðbótarstuðning).
Rekstrarhraði: Fyrir hringrásartíma > 120 hringrásir/mínútu skal velja samstillta belti; fyrir nákvæmar aðgerðir með lágum hraða skal velja kúluskrúfu.
Skref 2: Að para saman markhópsgreinina
Mismunandi atvinnugreinar hafa verulega mismunandi kröfur um drifaðferðir. Með hliðsjón af einkennum alþjóðlegs markaðar má nota eftirfarandi aðlögunarrökfræði sem viðmiðun:
Rafmagnstæki/hálfleiðarar (aðallega Evrópa og Ameríka): Mikil nákvæmni og lágt hávaða er krafist. Kúluskrofudrif eru ráðlögð. Með því að para saman við servódrif af Delta ASD seríunni er hægt að ná ±0,005 mm nákvæmni, sem uppfyllir evrópska og bandaríska staðla rafeindatækniverksmiðja.
Bílavarahlutir (samhæfðir á heimsvísu): Kröfur um mikla álag og langa slaglengd eru áberandi. Tannstöng- og tannhjóladrif eru besti kosturinn. Mælt er með að velja jarðtengda tannstöngla, sem eru aðlagaðar að Siemens V90 servókerfum, til að bæta stöðugleika.
Matvæli/Umbúðir (aðallega Suðaustur-Asía): Áhersla er lögð á kostnað og hraða. Samstilltar beltisdrif bjóða upp á besta hlutfall kostnaðar og afkasta. Notkun pólýúretanefna uppfyllir hreinlætiskröfur matvælaiðnaðarins og viðhaldsferlið er aðlagað að viðhaldsgetu verksmiðja í Suðaustur-Asíu.
Skref 3: Útreikningur á heildarkostnaði líftíma
Við alþjóðleg innkaup þarf að taka tillit til bæði upphafsfjárfestingar og langtímareksturs og viðhalds. Eftirfarandi útreikningar eru gerðir miðað við 100.000 klukkustunda líftíma:
Kúluskrúfudrif: Hár upphaflegur kaupkostnaður (um það bil 20.000 RMB), en lágur viðhaldskostnaður (500 RMB á ári), heildarkostnaður um það bil 25.000 RMB.
Samstilltur beltisdrif: Lágur upphaflegur kaupkostnaður (u.þ.b. 8.000 RMB), en krefst beltisskipta 4 sinnum (200 RMB í hvert skipti), heildarkostnaður um það bil 9.000 RMB.
Rekki- og gírdrif: Miðlungs upphaflegur kaupkostnaður (u.þ.b. 14.000 RMB), aðlögun möskvabils er að meðaltali 800 RMB á ári, heildarkostnaður um það bil 22.000 RMB.

IV. Nýjar stefnur í driftækni árið 2025
Blendingadrifskerfi: Blendingadrif með loft- og rafknúnum drifum eru að verða nýtt vinsælt umræðuefni. Til dæmis nota griphreyfingar loftdrif (ódýrt) en staðsetningarhreyfingar nota samstillta beltisdrif (mikil nákvæmni), sem getur lækkað kostnað um 30% og uppfyllt kröfur um meðalnákvæmni.
Bein drif án minnkunargírs: Mikið tog, lágur hraði servómótorar þurfa ekki gírskiptingu og tengjast beint við kúluskrúfur eða tannhjól, sem dregur úr vélrænu tapi um 50% og lengir líftíma í yfir 150.000 klukkustundir. Þessi tækni er nú notuð í hágæða gerðum frá vörumerkjum eins og Stäubli.
Greindur aðlögunarreiknirit: Sjöundu kynslóð servóstýringarinnar samþættir tauganetsreiknirit sem aðlagar sjálfkrafa akstursbreytur út frá breytingum á álagi. Til dæmis notar VX serían frá Doosan Robotics þessa tækni til að draga úr bilunartíðni um 60%, sem gerir hana tilvalda fyrir fjölbreyttar framleiðsluaðstæður.
Vefsíða:https://www.zhiyirobotics.com/
Netfang:sales@zhiyirobotics.com
#Þriggja ása þjónun#Þriggja ása servóvélmenni#Vélmennarmur 250-350t#3 ása servóvélmenni#Þriggja ása Servo vélmenni armur